
Guia de errores – Falta de adherencia

Falta de adherencia

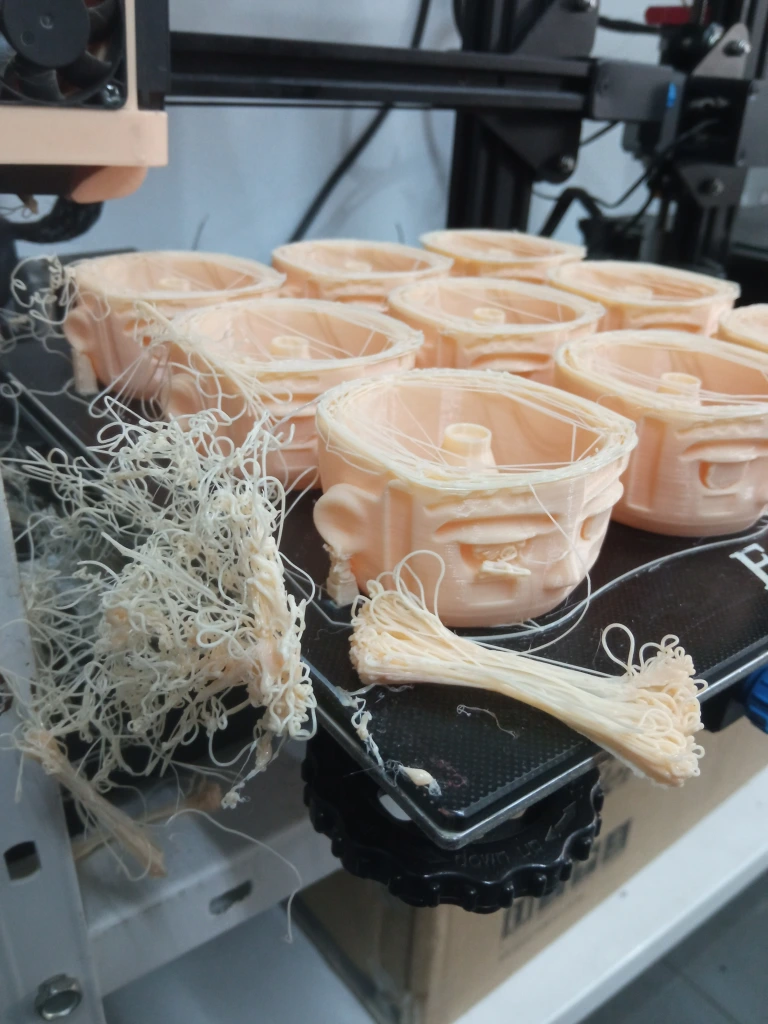
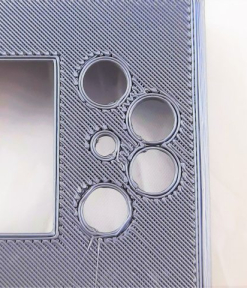
Es la causa numero 1 de fallos, y puede parecer algo simple, pero si nos confiamos y ponemos a imprimir una pieza que se termina despegando de la cama hay mas en juego que solamente la perdida del tiempo y de material.
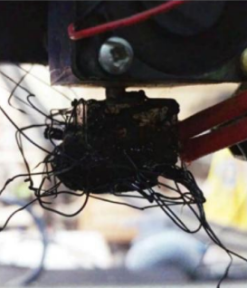
Algo muy común es que al poco tiempo de imprimir la pieza se despegue y termine formándose un bloque de plástico macizo en el hotend que no solo es fastidioso de quitar sino que también es muy propenso a romper componentes muy importantes de la maquina como por ejemplo el termistor.
¿Cómo evitarlo?

Imprimir la primera capa lentamente y sin ventilador lateral

Controlar que la cama este bien nivelada podes ver nuesto apartado de Como nivelar correctamente.

Controlar el z-offset si la cama esta nivelada pero el pico queda muy separado esto puede ocurrir si modificamos o ajustamos el tipo de pico que originalmente vino con la maquina por otro mas pequeño.
-Limpiar la cama ya que con el tiempo el resto de fijador y polvo forman una capa de suciedad que hace que la pieza se despegue

Usar fijador. En mi caso uso un fijador de pelo marca RUBY funciona excelente y es económico solo recordá colocarlo con la cama en frio y evitar rociar los ventiladores.

Utilizar borde. #si la pieza que estas imprimiendo tiene muy poca base en la primera capa en el laminador activa la opción de adherencia de cama (borde) con unas 10 líneas suele funcionar bien.

Altura de capa inicial en el laminador coloca la altura de capa inicial lo mas gruesa que se pueda para reforzar la adherencia se recomienda un 75% del pico que estés utilizando ej: pico 0,4mm la primera capa que sea de 0,3mm independientemente de lo que hayas configurado para el resto de la impresión.
Productos relacionados
Recursos
Recursos


Recursos
Recursos
Recursos

Recursos
Recursos